Lorem ipsum dolor sit amet、consectetur adipiscing elit。ウト・エリート・テルス、ルクトゥス・ネク・ウラムコーペル・マティス、プルヴィナー・ダピブス・レオ。
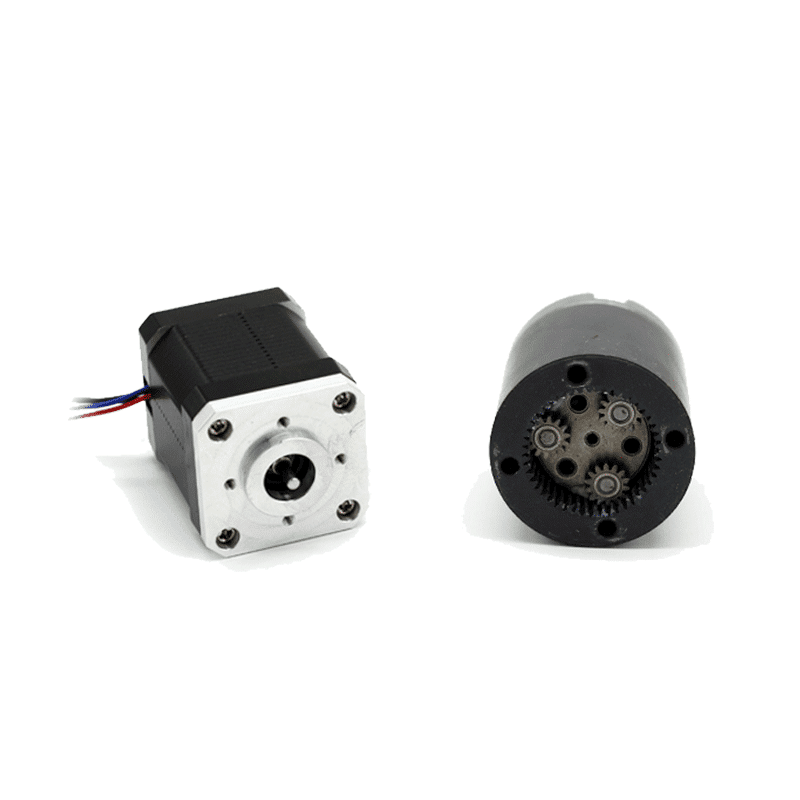
ステッピング モーターが動かなくなると、モーターとドライバーが損傷していなくてもトルクが不十分であることを示します。ステッピング モーターが固定されている場合、トルクに影響を与える主な要因は速度と電流です。ステッピング モーターの特性は、速度が上昇し、電流が減少するとトルクが減少することです。
ステッピング モーターはデジタル信号で制御されますが、制御システムが短時間に生成するパルスが多すぎる場合、つまりパルス周波数が高い場合、ステッピング モーターが停止する可能性があります。この問題に対処するには、加速と減速のアプローチが必要です。これは、モーターの起動時にパルス周波数を徐々に増加させ、減速時にパルス周波数を低下させるもので、一般に「加速と減速」方式として知られています。
ステッピング モーターの速度は、入力パルス信号の変化によって決まります。理論的には、ドライバーに 1 つのパルスを与えると、ステッピング モーターは 1 ステップ角度 (またはマイクロステップの場合は細分ステップ角度) 回転します。実際には、パルス信号が急激に変化すると、ステッピング モーターは内部の逆起電力の減衰効果により信号の変化に追いつけず、失速やステップの欠落が発生します。そのため、高速起動時にはパルス周波数加速方式が採用され、停止時には減速プロセスを実行してステッピング モーターの正確な位置決め制御を確保する必要があります。加速と減速の原理は同じです。加速プロセスを次の例に示します。
加速プロセス中、ベース周波数(ステッピング モーターの直接始動最大周波数よりも低い)とステップ周波数(徐々に増加する周波数)によって周波数曲線が形成されます。ステップ周波数とは、ステッピング モーターの周波数がベース周波数を超えて徐々に増加する周波数を指します。この周波数は、失速やステップの欠落を避けるために高すぎないようにしてください。加速曲線と減速曲線は、通常、指数曲線または微調整された指数曲線です。また、線形曲線や正弦曲線などになることもあります。マイクロ コントローラーまたは PLC を使用して、加速および減速制御を実現できます。さまざまな負荷と速度に対して、最適な制御結果を得るには、適切なベース周波数とステップ周波数を選択することが重要です。指数曲線のソフトウェア プログラミングでは、時定数が計算されてコンピューターのメモリに保存され、操作中に選択が示されます。通常、ステッピング モーターの完全な加速および減速時間は 300 ミリ秒以上です。加速時間と減速時間が短すぎると、ほとんどのステッピング モーターで高速回転を実現することが困難になります。
モーターが突然停止しても、必ずしも失速を意味するわけではありません。ステッピング モーターを含むすべてのモーターには、最高速度があります。速度がステッピング モーターの最高速度を超えると、モーターは突然停止します。
電流の大きさはトルクに影響します。電流が大きいほど、トルクも大きくなります。ただし、電流が増加すると、モーターの発熱も大きくなります。したがって、電流は通常、十分なトルクを得るために必要な最小限に調整されます。これらの条件下でもモーターが過度の熱を発生する場合は、より大きなトルクのステッピング モーターに切り替える必要がある場合があります。
ファラディの最近の投稿