1. Wie wähle ich die Stromversorgung für den Roboter aus?

2. Was sind die Unterschiede zwischen Singleturn- und Multiturn-Gelenkmodulen?
3. Wie hoch ist die Genauigkeit von Robotergelenken?
4. Wie ist das Betriebsgeräusch von Robotergelenkmodulen?
5. Der Motor kann die Zielposition nicht richtig erreichen.
6. Die Busspannung liegt unter der minimal zulässigen Spannungseinstellung.
7. Die Busspannung liegt über der maximal zulässigen Spannungseinstellung.
8. Phasenströme (U/V/W) überschreiten den zulässigen Scheitelstrom.
9. Maximalen Strom auslösen (Abschaltung).
10. Fehlerbehandlung: Motor-Drehstrom und Fehler.
11. Multiturn-Encoder-Batteriefehler am Lastende.
12. Einstellung für Motorstillstand.
13. Der Positionsfehler überschreitet den maximal zulässigen Fehler.
14. Der Geschwindigkeitsfehler überschreitet den maximal zulässigen Geschwindigkeitsfehler.
15. Die Motordrehzahl überschreitet die maximal zulässige Drehzahleinstellung.
16. Was bedeuten Nenndrehmoment und zulässiges Spitzendrehmoment?
17. Was muss vor dem Einbau von Gelenken mit Single-Turn/Multi-Turn-Funktionalität beachtet werden?
18. Wie wird die Biegedrehmomentkraft für eRob-Verbindungsmodule berechnet?
Berechnungsmethode für das maximal lastbare statische Moment (Mmax):
Bitte bestätigen Sie Mmax ≤ Mc (siehe Formelsymbole in Tabelle 1-2).
Tabelle 1-1 Erklärung der Formelsymbole:
- Frmax: Maximale radiale Last (N oder kgf) – Siehe das externe Lastdiagramm.
- Famax: Maximale Axiallast (N oder kgf) – Siehe das externe Lastdiagramm.
- Lr, La: __ (Einheit nicht angegeben, evtl. Meter) – Siehe Außenlastdiagramm.
- R: Versatz (m) – Siehe das externe Lastdiagramm in der Spezifikationstabelle für jede Serie.
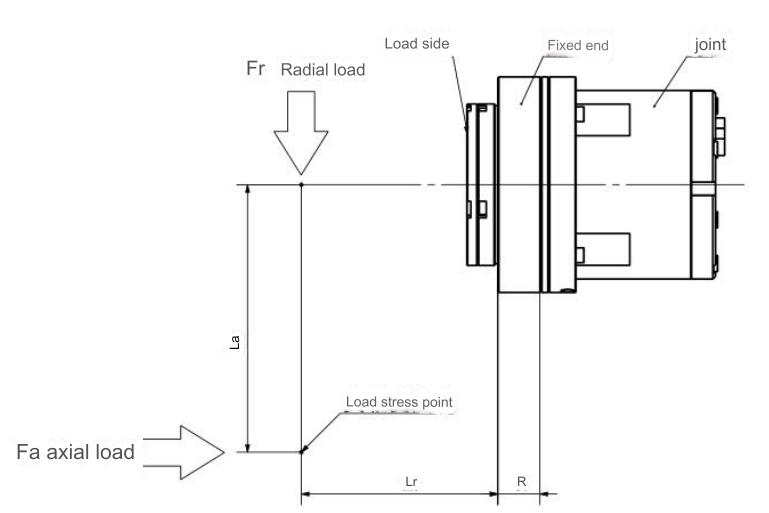
Tabelle 1-2 Zulässige Drehmomentwerte für jeden Verbindungstyp:
| Gelenktyp | Versatz (R) | Zulässige Drehmomentbelastung (Mc) |
|---|---|---|
| eRob70 | 0,0217 m | 74 Nm / 7,6 Kgfm |
| eRob80 | 0,0239 m | 124 Nm / 12,6 Kgfm |
| eRob90 | 0,0255 m | 187 Nm / 19,1 Kgfm |
| eRob110 | 0,0296 m | 258 Nm / 26,3 Kgfm |
| eRob142 | 0,0364 m | 580 Nm / 59,1 Kgfm |
| eRob170 | 0,044 m | 849 Nm / 86,6 Kgfm |
Beispiel: Angenommen, die Verbindung eRob70H wird mit La = 0,2 m, Lr = 0,5 m, Frmax = 50 N und Famax = 30 N ausgewählt.
Aus Tabelle 1-2: R = 0,0217 m, Mc = 74 Nm.
Setzen Sie in die Formel ein:
Seit , erfüllt es die Anforderungen an das Biegedrehmoment.
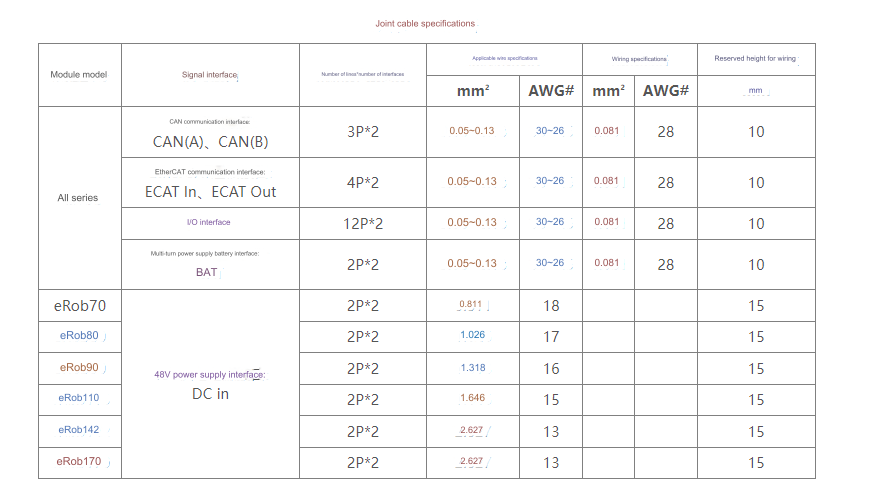
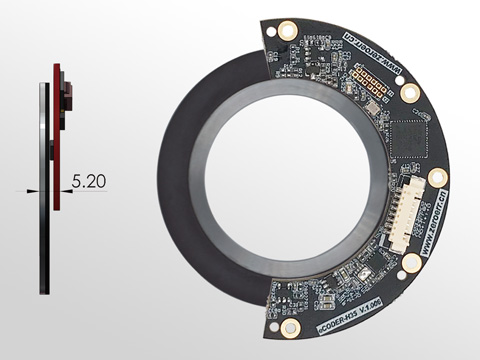
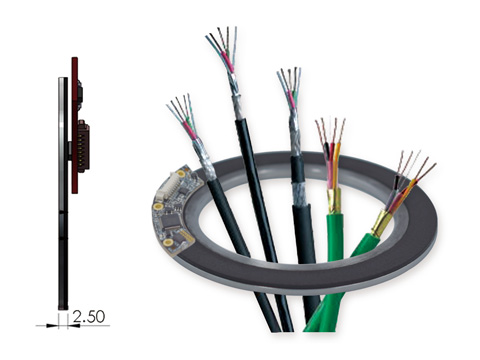
19. Was sind die Kabelspezifikationen und Verdrahtungsreservehöhen für eRob-Robotergelenkmodule?

20. Was ist das Cogging-Phänomen?
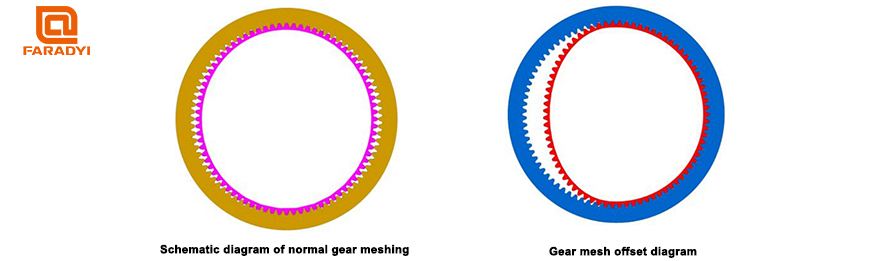
Wenn ein Robotergelenkmodul während des Betriebs einem übermäßigen Stoßdrehmoment ausgesetzt ist, kann sich die Verbindung zwischen dem starren Rad und den flexiblen Radzahnrädern vorübergehend verschieben, selbst wenn die Komponenten wie die flexible Keilwelle des Getriebes unbeschädigt bleiben. Dieses Phänomen wird als „Spiel“ bezeichnet. Das Drehmoment während dieses Auftretens wird als Spieldrehmoment bezeichnet (siehe Werte in der Tabelle unten). Wenn das Spielphänomen während des Betriebs anhält, können die durch das Spiel erzeugten Verschleißpartikel zu vorzeitigem Zahnradverschleiß führen und dadurch die Lebensdauer der Wellgelenklager verkürzen.
Es ist äußerst wichtig, Spielprobleme umgehend anzugehen und zu beheben, um einen längeren Betrieb unter solchen Bedingungen zu verhindern und die Auswirkungen auf die Lebensdauer des Getriebes und die Leistung des Gelenklagers zu minimieren.
Das normale Ineinandergreifen der Zahnräder ist im unteren linken Diagramm dargestellt. Wenn eine Klauenkupplung eingreift, können die Zahnräder anormal ineinandergreifen, wie im unteren rechten Diagramm mit einem einseitigen Versatz dargestellt. Ein fortgesetzter Betrieb in diesem Zustand kann zu Vibrationen führen, die das flexible Zahnrad beschädigen.
21. Wie verbinde ich gemeinsame Module mit TwinCAT?
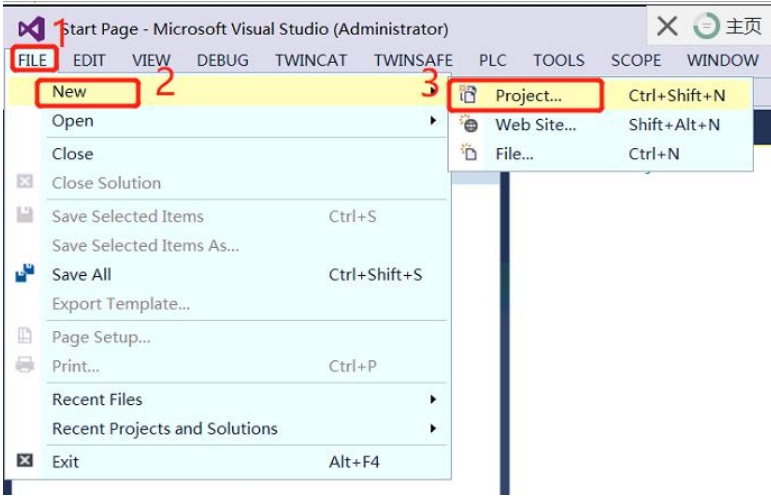
1. Öffnen Sie wie in Abbildung 1 gezeigt die Menüleiste Datei->Neu->Projekt und erstellen Sie ein neues TwinCAT-Projekt.
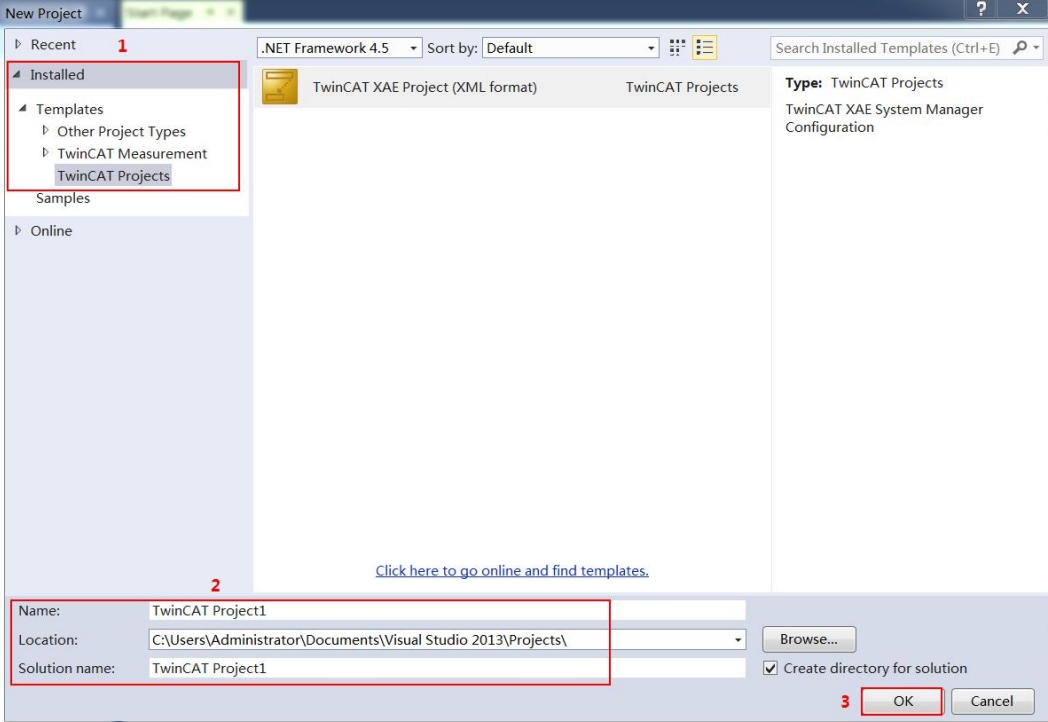
2. Das Fenster „Neues Projekt“ wird angezeigt (siehe Abbildung 2). Wählen Sie rechts „Installiert“ -> „Vorlagen“ -> „TwinCAT-Projekte“, benennen Sie das Projekt auf Englisch (Name), wählen Sie den Projektspeicherpfad (Speicherort) und klicken Sie auf die Schaltfläche „OK“, um ein neues Projekt mit dem Namen „TwinCAT-Projekt1“ zu erstellen (Abbildung 3).
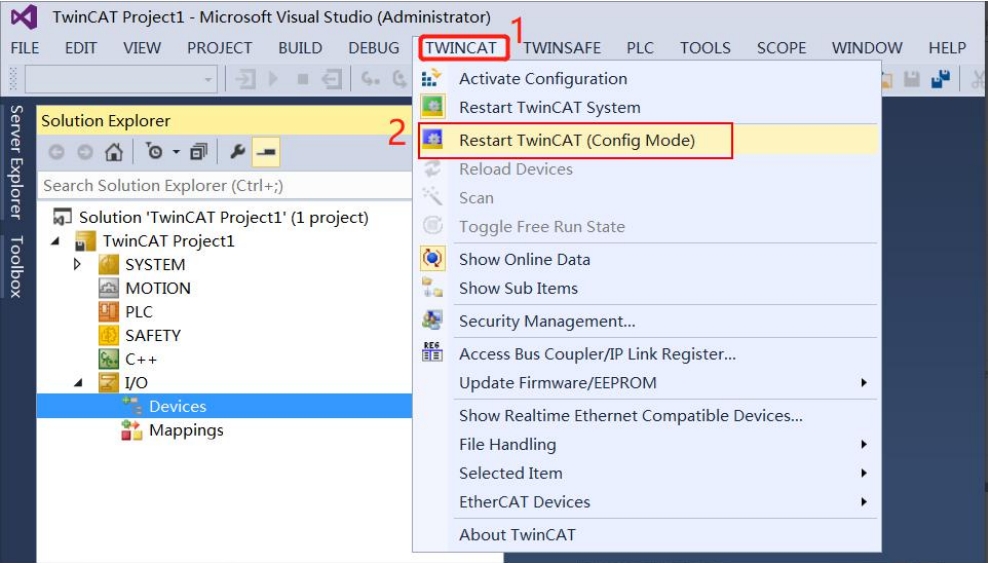
3. Klicken Sie wie in Abbildung 4 gezeigt in der Menüleiste auf TwinCAT->TwinCAT neu starten (Konfigurationsmodus). Das Fenster Microsoft Visual Studio wird angezeigt (Abbildung 5). Klicken Sie auf die Schaltfläche „OK“.

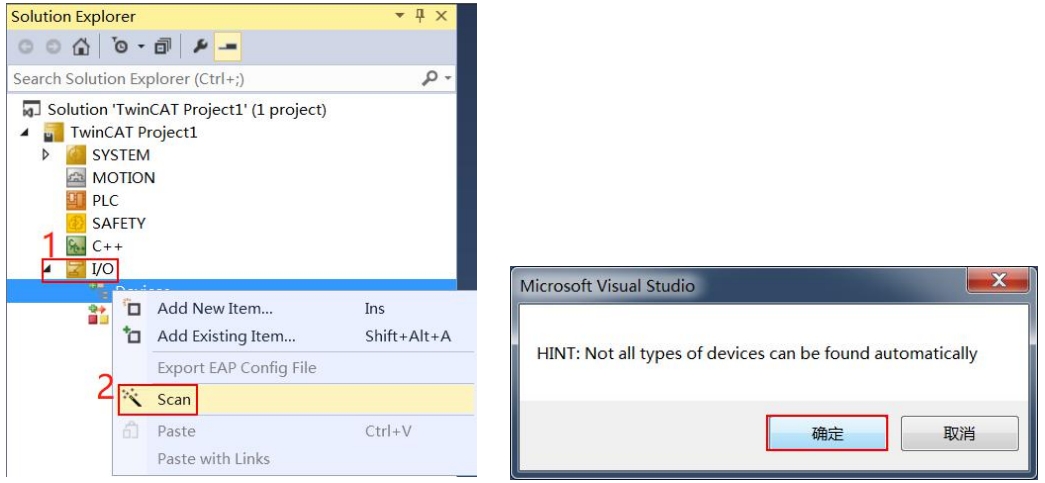
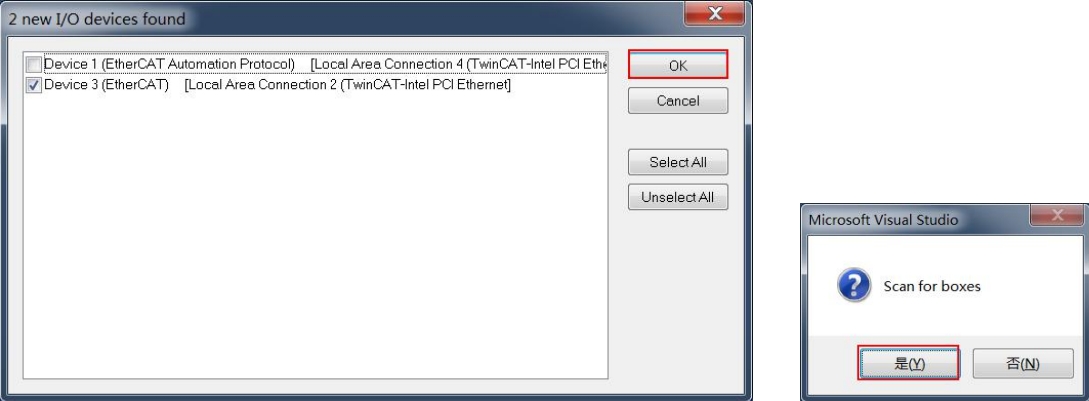
4. Wählen Sie wie in Abbildung 6 gezeigt I/O im Projektverzeichnis aus, klicken Sie mit der rechten Maustaste auf Geräte->Scannen. Das Microsoft Visual Studio-Fenster wird angezeigt (siehe Abbildung 7). Klicken Sie auf die Schaltfläche „OK“. Das Fenster „Neue I/O-Geräte gefunden“ wird angezeigt (siehe Abbildung 8). Das automatisch ausgewählte Gerät ist das gescannte Slave-Gerät (wenn das automatisch ausgewählte Gerät nicht angezeigt wird, bedeutet dies, dass das Slave-Gerät nicht gescannt wurde und das Gerät bestätigt werden muss. Der Betriebsstatus und die Netzwerkkabelverbindung sind normal). Klicken Sie auf die Schaltfläche „OK“. Klicken Sie in den nachfolgenden Popup-Fenstern einfach auf die Schaltfläche „OK“ oder „Ja“ (Abbildung 9 bis Abbildung 11).

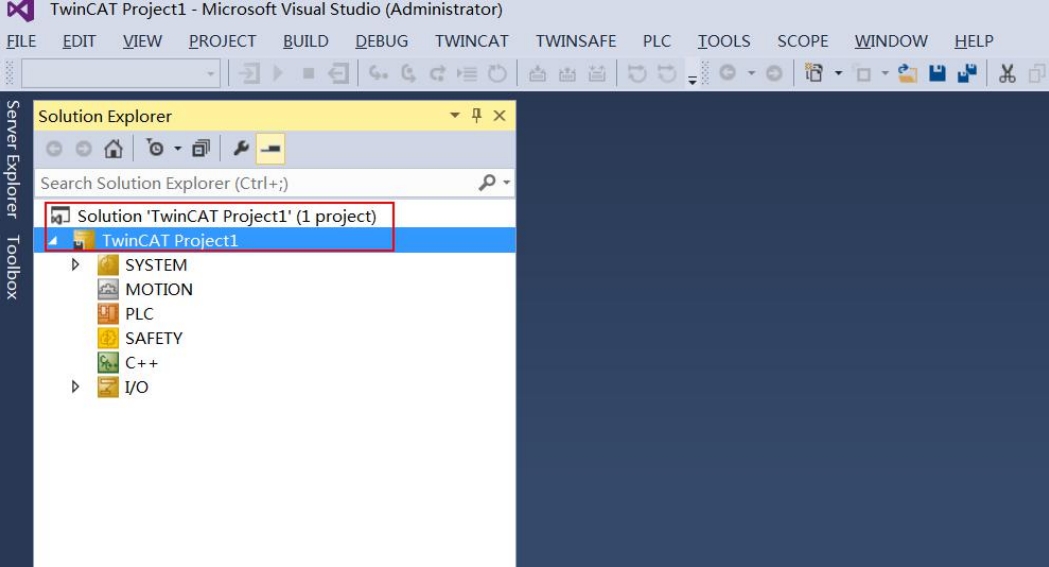
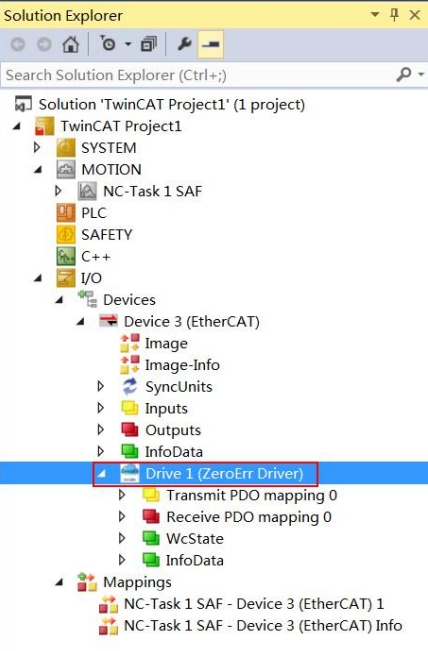
5. An diesem Punkt werden, wie in Abbildung 12 dargestellt, das ZeroErr Driver-Logosymbol und der Slave-Gerätename Drive1 (Zerror Driver) unter dem IO/Devices-Pfad des Projekts „TwinCAT Project1“ angezeigt, was darauf hinweist, dass die Masterstation den Servotreiber erfolgreich gescannt und angeschlossen hat. Andernfalls muss der Servoantrieb bestätigt werden. Ob die entsprechende XML-Datei und ihr Platzierungspfad korrekt sind.
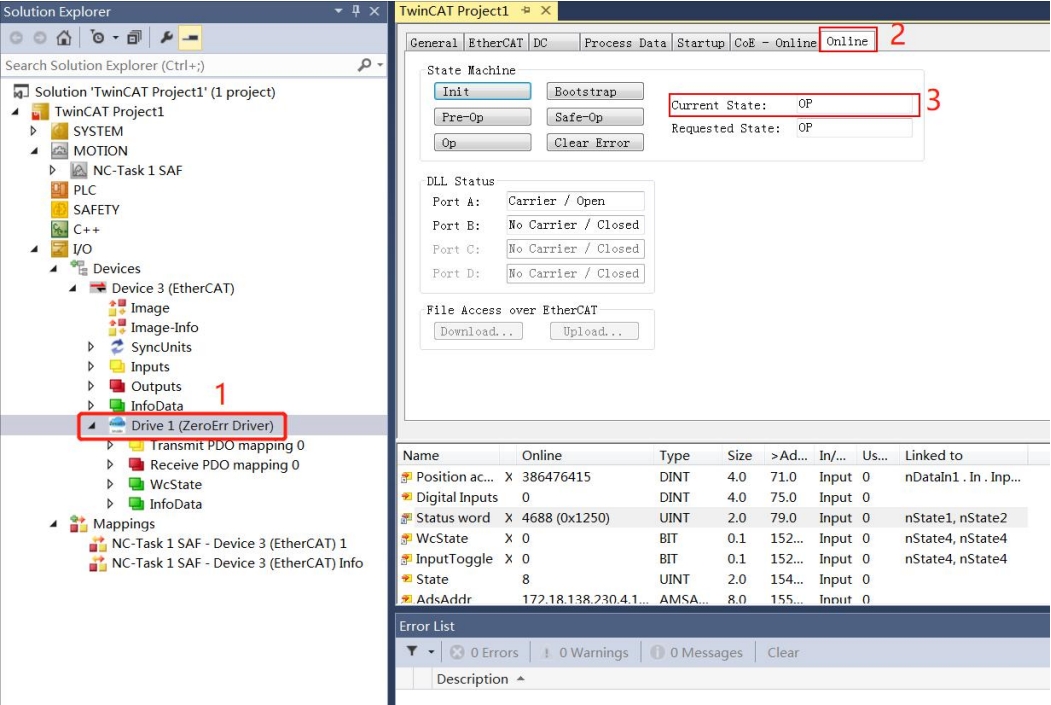
6. Klicken Sie wie in Abbildung 13 gezeigt auf den Gerätenamen Drive1 (Zerror Driver) und dann auf „Online“, um den Status der EtherCAT-Zustandsmaschine anzuzeigen. Wenn der aktuelle Status „OP“ anzeigt, bedeutet dies, dass der Treiber normal in den OP-Modus wechselt.
1. Was ist ein magnetischer Encoder?
Das Prinzip eines magnetischen Encoders ähnelt dem eines optischen Encoders, verwendet jedoch Magnetfeldsignale. Im Inneren des magnetischen Encoders befinden sich eine Magnetscheibe und ein magnetoresistiver Sensor. Die Drehung der Magnetscheibe bewirkt eine Änderung der internen Magnetfeldstärke, die vom magnetoresistiven Sensor erkannt wird. Das Signal wird dann durch den Schaltkreis verarbeitet, um das Ausgangssignal zu erzeugen. Die Auflösung des magnetischen Encoders wird durch die Anzahl der Magnetpole auf der Magnetscheibe, die Menge der magnetoresistiven Sensoren und die Signalverarbeitungsmethode bestimmt. Ein Vorteil der Verwendung von Magnetfeldprinzipien zur Signalerzeugung besteht darin, dass magnetische Signale nicht durch Staub, Feuchtigkeit, hohe Temperaturen oder Vibrationen beeinflusst werden.

Im Vergleich zu herkömmlichen optischen Encodern und Gitterencodern weisen magnetische Encoder überlegene Eigenschaften wie Vibrationsfestigkeit, Korrosionsbeständigkeit, Verschmutzungsbeständigkeit, Störfestigkeit und einen weiten Temperaturbereich auf. Sie können in Bereichen eingesetzt werden, in denen herkömmliche optische Encoder möglicherweise nicht geeignet sind. Die Encoderserie von Faradyi Motors ist auch in rauen Umgebungen wie ölverschmutzten Bereichen, Umgebungen mit starken Vibrationen, hoher Luftfeuchtigkeit und extremen Temperaturbedingungen einsetzbar. Magnetische Encoder sind speziell für extreme und anspruchsvolle Umgebungen konzipiert, die breite Temperatureigenschaften, Widerstandsfähigkeit gegen starke Vibrationen und Stöße sowie ein hohes Schutzniveau erfordern.
Darüber hinaus zeichnen sich unsere magnetischen Encoder durch zuverlässige Signalausgangsschaltungen und einfache Installationsmethoden aus und können Ausfallzeiten erheblich reduzieren. Hochleistungs-Magnetencoder werden typischerweise in der Metallurgie, Papierherstellung und Holzverarbeitungsmaschinen eingesetzt und finden breite Anwendung in der industriellen Steuerung, im Maschinenbau, in Schiffen, Textilien, im Druck, Radar, in der Kommunikation und in anderen Bereichen.
Faradyi Motors entwickelt und produziert eigenständig magnetische Encoder. Unsere magnetischen Encoder sind bekannt für ihre einfache und kompakte Struktur, keine Kontaktpunkte, lange Lebensdauer, Beständigkeit gegen hohe und niedrige Temperaturen, Vibrationsfestigkeit, schnelle Reaktionsgeschwindigkeit und Widerstandsfähigkeit gegen Staub und Kondensation. Sie werden von Kunden in Bereichen wie Robotik, automatisierten Produktionslinien, Montagemaschinen, Aufzügen, Textilmaschinen, Nähmaschinen, Verpackungs- und Druckmaschinen, CNC-Werkzeugmaschinen, Plottern, Winkelmessgeräten und mehr eingesetzt.
2. Vorteile von Multiturn-Drehgebern?
3. Unterschiede zwischen inkrementellen und absoluten Encodern?
Ein Encoder ist ein Gerät, das Signale oder Daten kodiert und sie in Signale umwandelt, die zur Kommunikation, Übertragung und Speicherung verwendet werden können. Es gibt zwei Haupttypen: Inkremental- und Absolut-Encoder, die in unserer Produktion und im täglichen Leben breite Anwendung finden.
Klassifizierung von Encodern:
-
Inkrementalgeber: Inkrementalgeber nutzen das fotoelektrische Umwandlungsprinzip, um drei Sätze Rechteckwellenimpulse auszugeben – A-, B- und Z-Phasen. Die A- und B-Impulsphasen haben einen Phasenunterschied von 90 Grad, wodurch die Drehrichtung leicht bestimmt werden kann. Die Z-Phase liefert für jede volle Umdrehung einen Impuls und dient als Referenzpunkt für die Positionierung. Zu seinen Vorteilen gehören ein einfaches Konstruktionsprinzip, eine mechanische Lebensdauer von über Zehntausenden von Stunden, starke Entstörungsfähigkeit, hohe Zuverlässigkeit und Eignung für die Übertragung über große Entfernungen. Er kann jedoch keine absoluten Positionsinformationen zur Wellendrehung ausgeben.
-
Absolutwertgeber: Absolute Encoder geben digitale Signale direkt aus. Ob in industriellen Umgebungen oder bei rauen Außenanwendungen, die Verbesserung von Effizienz, Zuverlässigkeit und Haltbarkeit ist entscheidend. Daher müssen Encoderkomponenten verschiedene Anforderungen erfüllen und gleichzeitig maximale Haltbarkeit und höhere Kosteneffizienz gewährleisten. Die magnetischen absoluten Multiturn-Encoder der eCoder-Serie von ZeroDifference Cloud Control haben Tests unter den härtesten Umgebungsbedingungen der Welt bestanden. Diese Encoder vereinen zuverlässige Robustheit, ultrahohe Präzision und fortschrittliche Kommunikationstechnologie und eröffnen so ein breites Spektrum äußerst attraktiver Anwendungsbereiche.
-
Hybrid-Absolut-Encoder: Der hybride Absolutwertgeber gibt zwei Informationssätze aus: einen Satz zur Erkennung von Magnetpolpositionen mit Absolutinformationsfunktionalität und den anderen Satz, der mit den Ausgabeinformationen von Inkrementalgebern identisch ist.
4. Was ist ein Hohlencoder?
Faradyi-Hohlencoder verfügen über ein Mittelloch mit einem maximalen Durchmesser von bis zu 83 mm, sodass sie problemlos durch mechanische Strukturen, Kabel, pneumatische Systeme usw. geführt werden können.
Faradyi-Hohl-Encoder
Dank ihres ultradünnen Designs und der Fixierung oder Verriegelung durch Federplatten benötigen diese Encoder bei der Installation kein zusätzliches Zubehör. Sie bieten außerdem Stoßdämpfung und gewährleisten so die Koaxialität. Sie werden häufig in Anwendungen eingesetzt, die hohe Präzision und kompakte Bauweise erfordern, und eignen sich besonders für den Einsatz mit Gleichstrommotoren mit Direktantrieb.
Anpassbare Präzisions-Stütznaben ermöglichen eine schnelle und präzise Installation.
In Kombination mit eingebetteten Miniaturantrieben von Faradyi Motors ermöglichen sie eine kompakte Servosteuerung.
Zu den Anwendungen gehören unter anderem medizinische Geräte, Robotergelenke, allgemeine Automatisierung und Werkzeugmaschinen mit DD-Motor.
5. Encoder-Nutzung: Wie berechnet man den Drehwinkel?
6. Wie lese ich den vollständigen Positionsausgabewert des Encoders?
7. Ursachen für Schäden an der Encoderscheibe?
8. Wie installiere ich eine geteilte Encoderscheibe?
9. Was ist bei der Speicherung und Verwendung von eCoder-Encodern zu beachten?
Vorsichtsmaßnahmen bei der Verwendung des Encoders:
-
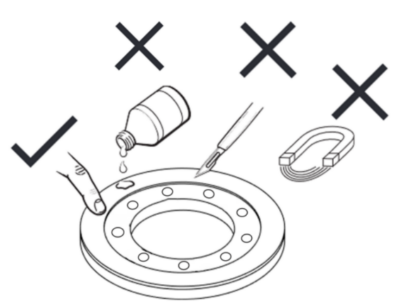
Von magnetischen Materialien fernhalten:
- Vermeiden Sie es, den magnetischen Teil der Encoderscheibe in die Nähe von Materialien mit einem Magnetfeld zu bringen, um eine Beschädigung der Magnetspuren auf der Encoderscheibe zu verhindern.
-
Vermeiden Sie die Exposition gegenüber magnetischen Feldern:
- Setzen Sie den magnetischen Teil der Encoderscheibe keinem Magnetfeld mit einer Oberflächenintensität von mehr als 20 mT aus, da dies zu dauerhaften Schäden an der Encoderscheibe führen könnte.
-
Stöße auf den Magnetring vermeiden:
- Achten Sie bei der Installation oder Lagerung der Encoderscheibe darauf, die Oberfläche, auf der sich der Magnetring befindet, nicht zu beschädigen. Stellen Sie sicher, dass der Magnetring nicht zerkratzt wird. Verwenden Sie zum Reinigen der Encoderscheibe keine ätzenden Flüssigkeiten. Wenn sich Schmutz auf der Oberfläche befindet, entfernen Sie ihn vorsichtig mit einem rückstandsfreien Papierklebeband.
-
Schutz des Lesekopfes:
- Treffen Sie Vorkehrungen zum Schutz des Lesekopfes, um zu vermeiden, dass Eisenspäne direkt auf den Lesekopf fallen, da hierdurch die Komponenten beschädigt werden könnten.
-
Bewusstsein für statische Elektrizität:
- Der Lesekopf reagiert empfindlich auf statische Elektrizität. Berühren Sie die elektronischen Schaltkreise, Kabel oder Sensorbereiche nicht direkt mit den Händen, es sei denn, Sie verfügen über einen geeigneten Schutz gegen elektrostatische Entladung oder befinden sich in einer unkontrollierten Umgebung.
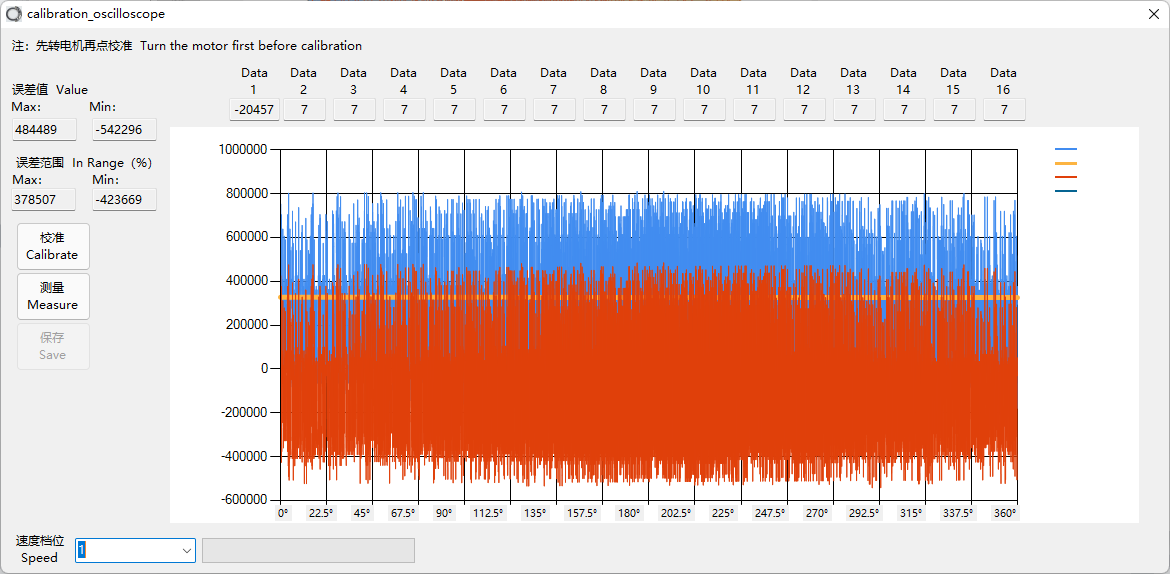
10. Welche Kalibrierungsfehler treten bei eCoder-Encodern häufig auf?
Kalibrierungsfehler: Häufige Szenarien
- Gesamtfehler überschreitet Toleranz:
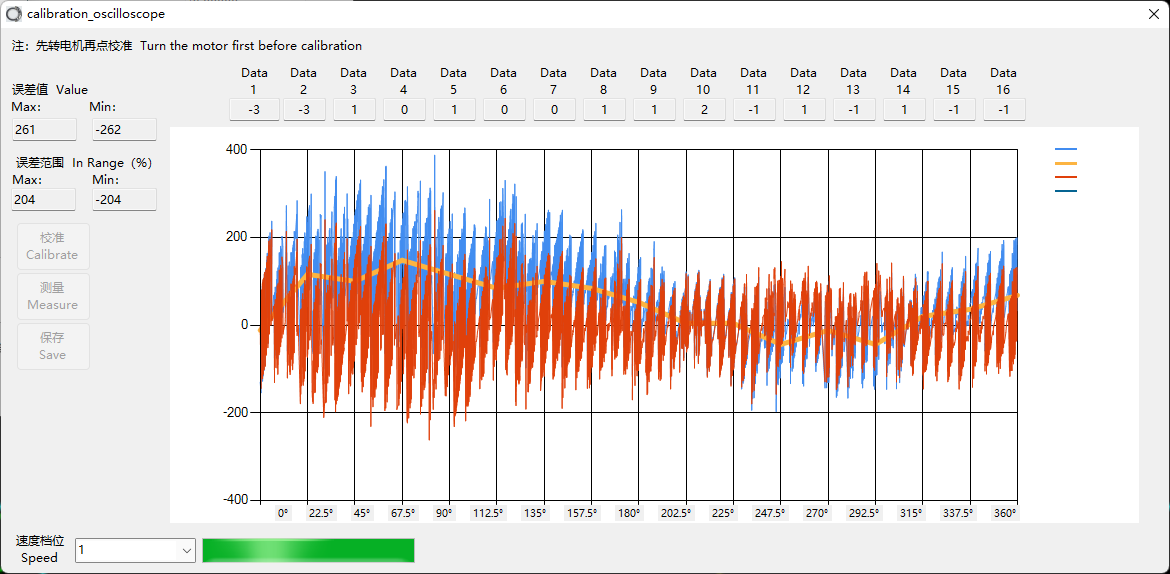
Im Allgemeinen tritt diese Wellenform aufgrund der strukturellen Installation auf. Überprüfen Sie den Installationsabstand zwischen Lesekopf und Codescheibe oder passen Sie ihn neu an. Beachten Sie die Anweisungen zur mechanischen Installation.
2. Mögliche Ursachen für die Wellenformspitzen:
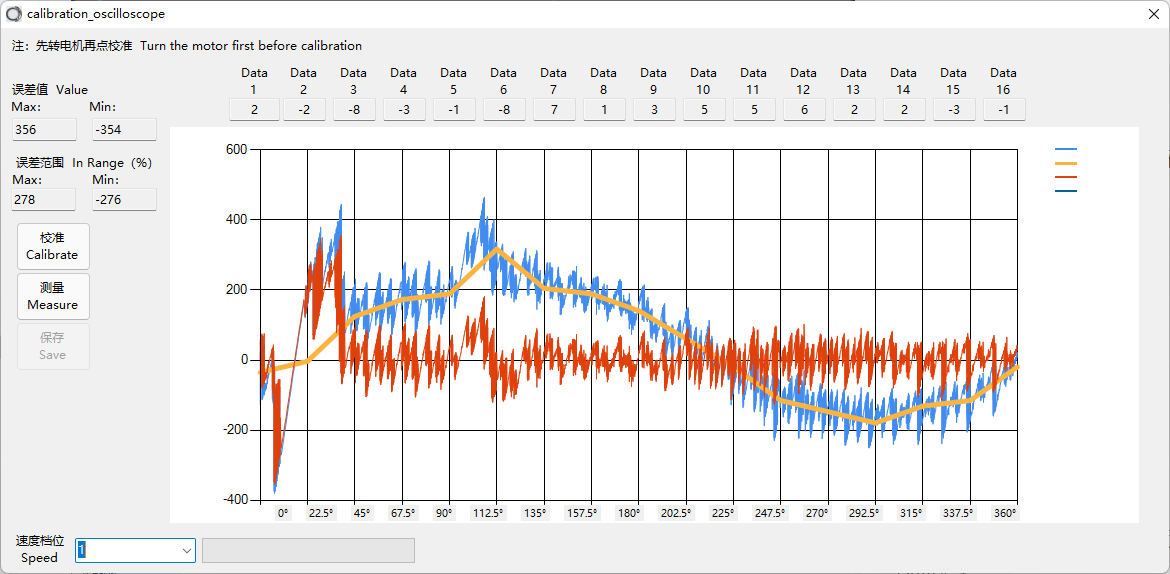
3. Mögliche Ursachen für abnormale Wellenformen: