1. ロボットの電源はどのように選択すればよいですか?

2. シングルターンジョイントモジュールとマルチターンジョイントモジュールの違いは何ですか?
3. ロボットの関節の精度はどのくらいですか?
4. ロボット関節モジュールの動作音はどのくらいですか?
5. モーターが目標位置に正しく到達できない。
6. バス電圧が最小許容電圧設定を下回っています。
7. バス電圧が最大許容電圧設定を超えています。
8. 相電流(U/V/W)が許容ピーク電流を超えています。
9. 最大電流(カットオフ)をトリガーします。
10. エラー処理: モーターの 3 相電流とエラー。
11. 負荷端でのマルチターンエンコーダのバッテリーエラー。
12.モーターストール設定。
13. 位置誤差が最大許容誤差を超えています。
14. 速度誤差が最大許容速度誤差を超えています。
15. モーターの速度が最大許容速度設定を超えています。
16. 定格トルクと許容ピークトルクは何を表していますか?
17. シングルターン/マルチターン機能を備えたジョイントを設置する前に考慮すべきことは何ですか?
18. eRob ジョイント モジュールの曲げトルク力はどのように計算されますか?
最大荷重静的モーメント(Mmax)の計算方法:
Mmax ≤ Mc であることを確認してください(表 1-2 の式記号を参照)。
表1-1 数式記号の説明:
- Frmax: 最大ラジアル荷重 (N または kgf) – 外部荷重図を参照してください。
- Famax: 最大軸方向荷重 (N または kgf) – 外部荷重図を参照してください。
- Lr、La: __ (単位は指定されていませんが、メートルの可能性があります) – 外部負荷図を参照してください。
- R: オフセット(m) – 各シリーズの仕様表の外部荷重図を参照してください。
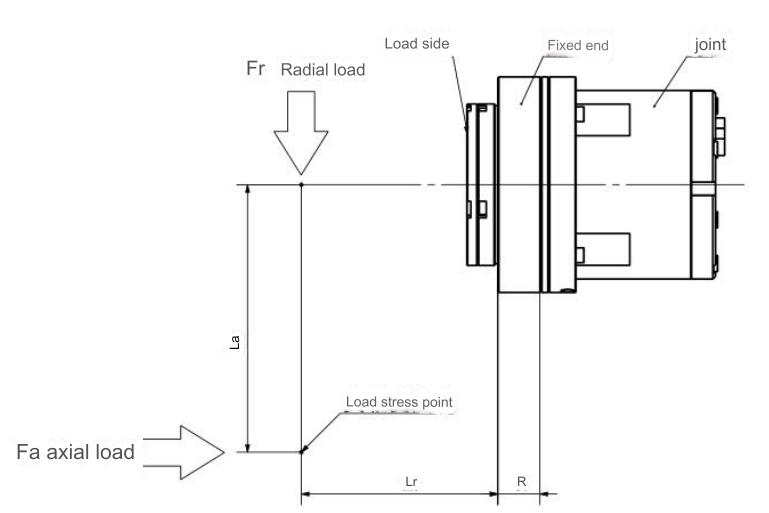
表1-2 各ジョイントタイプの許容トルク値:
| ジョイントタイプ | オフセット(R) | 許容トルク負荷(Mc) |
|---|---|---|
| 翻訳者 | 0.0217メートル | 74 Nm / 7.6 Kgfm |
| 翻訳者 | 0.0239メートル | 124 Nm / 12.6 Kgfm |
| 翻訳者 | 0.0255メートル | 187 Nm / 19.1 Kgfm |
| 翻訳者 | 0.0296メートル | 258 Nm / 26.3 Kgfm |
| 翻訳者 | 0.0364メートル | 580 Nm / 59.1 Kgfm |
| 翻訳者 | 0.044メートル | 849 Nm / 86.6 Kgfm |
例: La = 0.2m、Lr = 0.5m、Frmax = 50N、Famax = 30N の eRob70H ジョイントを選択した場合。
表1-2より、R = 0.0217m、Mc = 74 Nmとなります。
次の式に代入します。
以来 曲げトルクの要件を満たします。
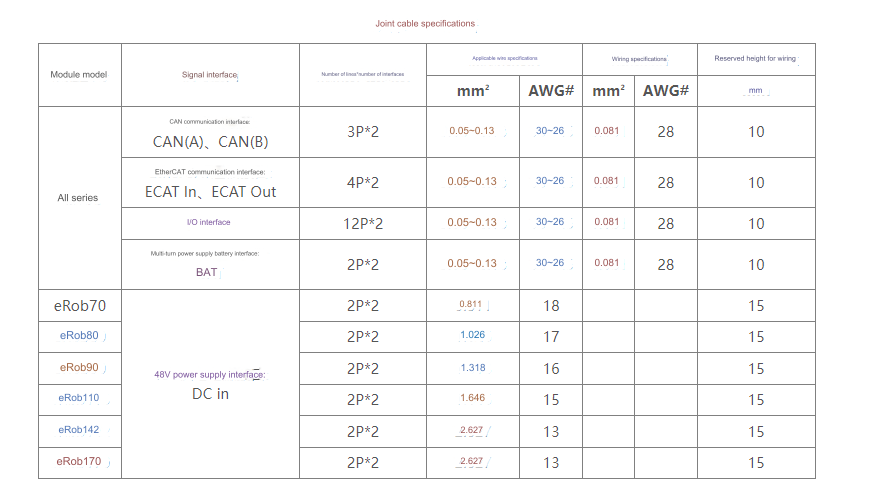
19. eRob ロボット ジョイント モジュールのケーブル仕様と配線予備高さはどれくらいですか?

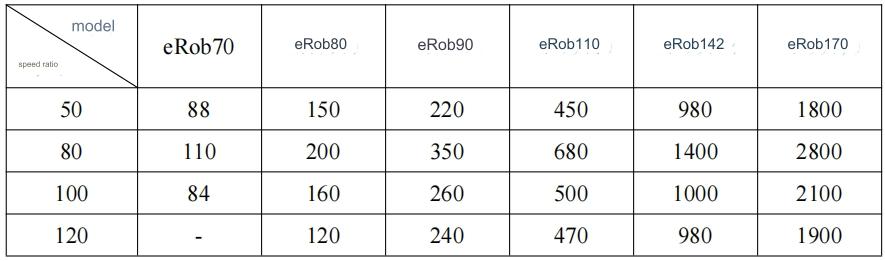
20. コギング現象とは何ですか?
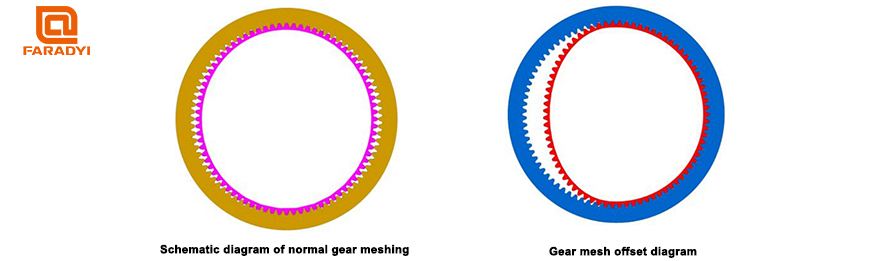
ロボット関節モジュールでは、動作中に過度の衝撃トルクを受けると、ギアボックスのフレックススプラインなどのコンポーネントが損傷していない場合でも、固定ホイールとフレキシブルホイールのギア間の噛み合いが瞬間的にずれることがあります。この現象は「バックラッシュ」と呼ばれます。この発生時のトルクはバックラッシュトルクと呼ばれます(下表の値を参照)。動作中にバックラッシュ現象が続くと、バックラッシュから発生した摩耗粒子によってギアが早期に摩耗し、ハーモニックドライブベアリングの耐用年数が短くなる可能性があります。
このような状況下での長時間の動作を防ぎ、ギアの寿命とハーモニックドライブベアリングの性能への影響を最小限に抑えるためには、バックラッシュの問題に迅速に対処して軽減することが重要です。
ギアの正常な噛み合いは下図の左のようになります。ドッグが噛み合うと、下図の右のように片側がオフセットした異常噛み合いになることがあります。この状態で運転を続けると振動が発生し、フレキシブルギアが損傷する可能性があります。
21. TwinCAT を使用してジョイント モジュールを接続するにはどうすればよいですか?
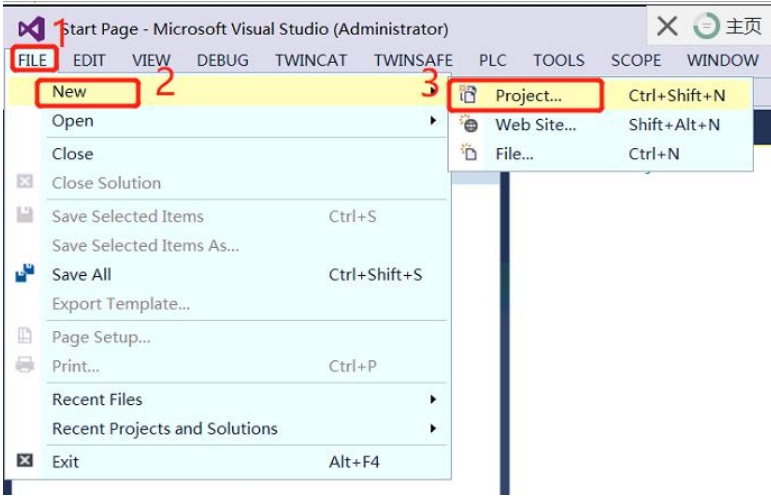
1. 図 1 に示すように、メニュー バーの [ファイル] -> [新規] -> [プロジェクト] を開き、新しい TwinCAT プロジェクトを作成します。
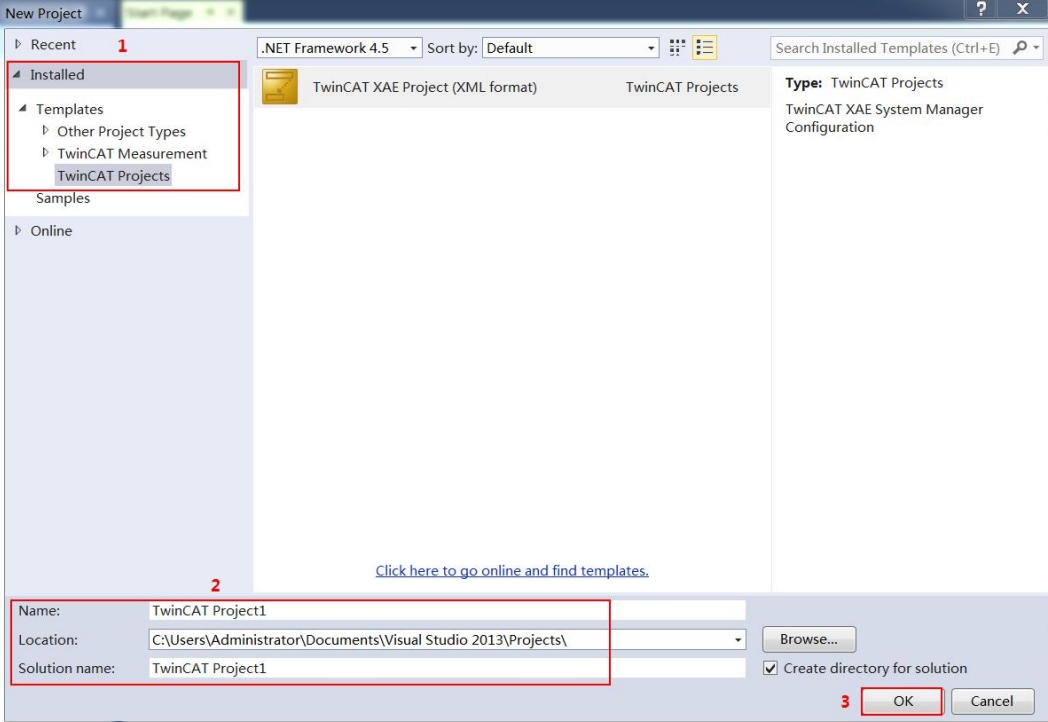
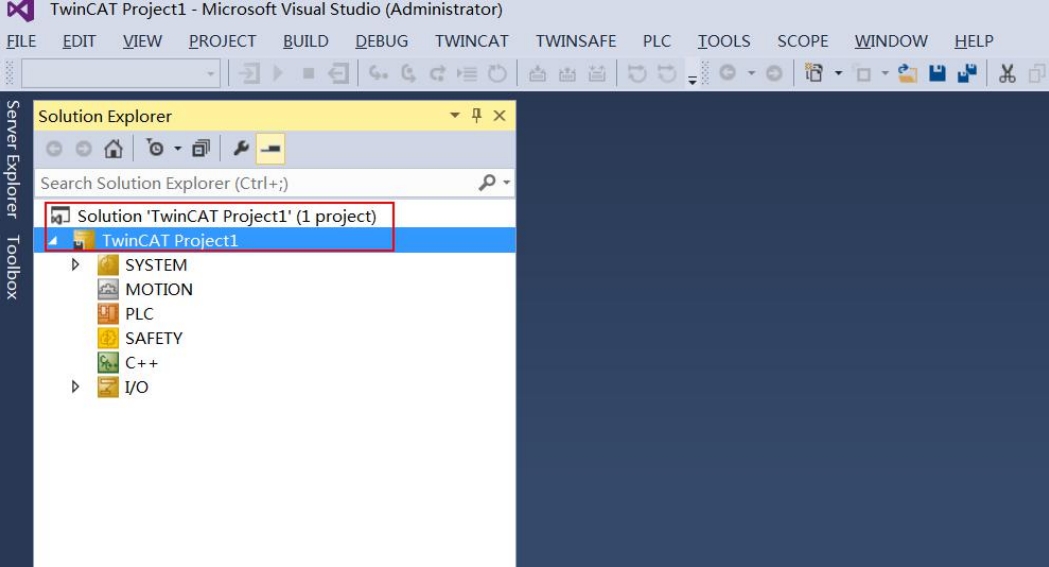
2. 新しいプロジェクト ウィンドウがポップアップ表示され (図 2 を参照)、右側で [インストール済み] -> [テンプレート] -> [TwinCAT プロジェクト] を選択し、プロジェクトに英語で名前を付け (名前)、プロジェクトの保存パス (場所) を選択して、[OK] ボタンをクリックすると、「TwinCAT Project1」という名前の新しいプロジェクトが作成されます (図 3)。
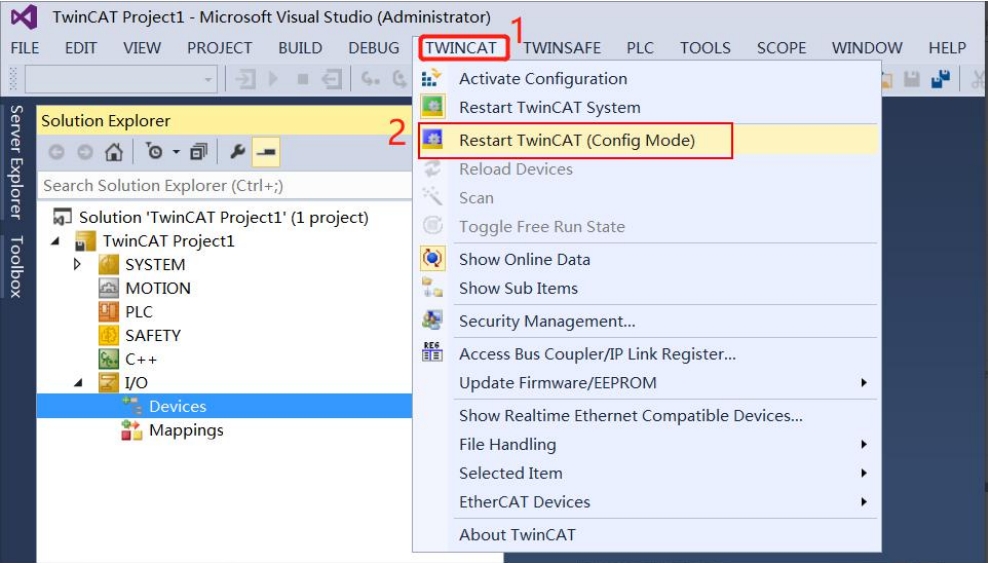
3. 図 4 に示すように、メニュー バーで TwinCAT -> TwinCAT の再起動 (構成モード) をクリックします。Microsoft Viusal Studio ウィンドウがポップアップ表示されるので (図 5)、「OK」ボタンをクリックします。

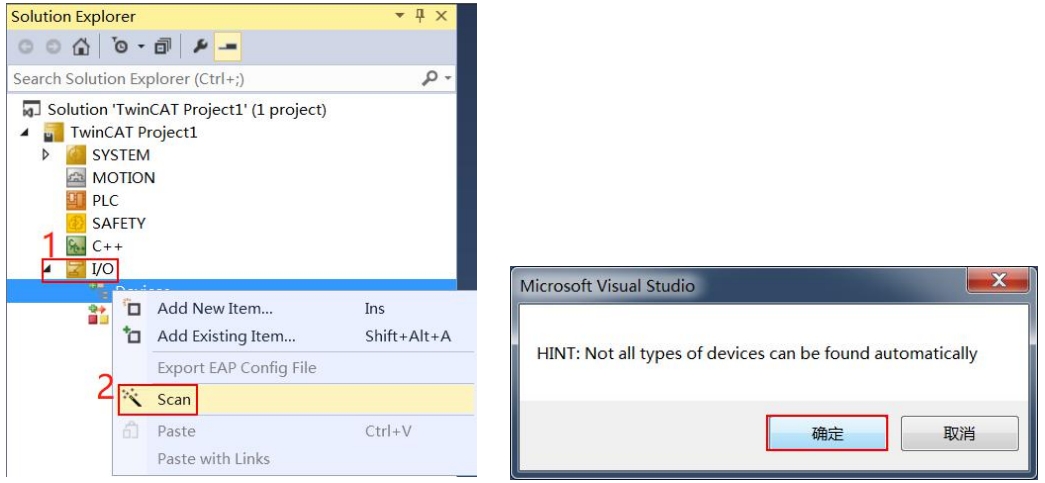
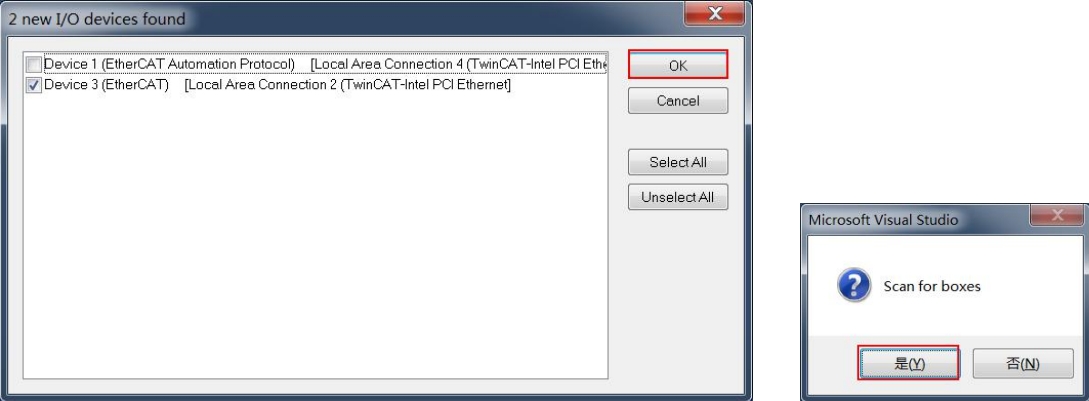
4. 図 6 に示すように、プロジェクト ディレクトリで I/O を選択し、デバイスを右クリック -> スキャンすると、Microsoft Viusal Studio ウィンドウがポップアップ表示され (図 7 に示すように)、「OK」ボタンをクリックします。「新しい I/O デバイスが見つかりました」ウィンドウがポップアップ表示され (図 8 に示すように)、自動的に選択されたデバイスがスキャンされたスレーブ デバイスです (自動的に選択されたデバイスが表示されない場合は、スレーブ デバイスがスキャンされていないことを意味し、デバイスを確認する必要があります。実行状態とネットワーク ケーブルの接続が正常であることを確認してください)、「OK」ボタンをクリックします。後続のポップアップ ウィンドウで「OK」または「はい」ボタンをクリックするだけです (図 9 ~ 図 11)。

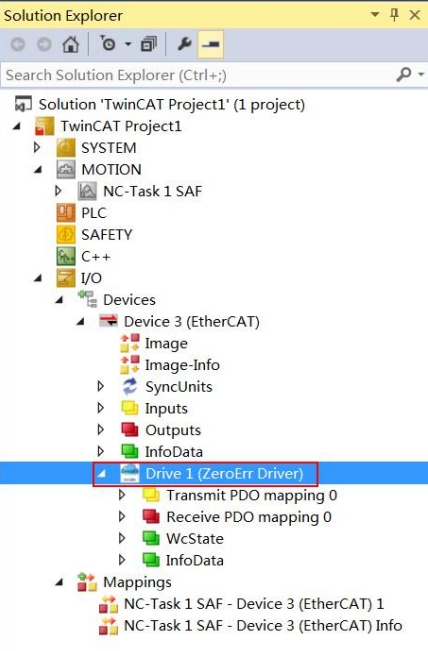
5. この時点で、図 12 に示すように、「TwinCAT Project1」プロジェクトの IO/デバイス パスの下に ZeroErr Driver のロゴ アイコンとスレーブ デバイス名 Drive1 (Zerror Driver) が表示されます。これは、マスター ステーションがサーボ ドライバーを正常にスキャンして接続したことを示します。それ以外の場合は、サーボ ドライブに対応する XML ファイルとその配置パスが正しいかどうかを確認する必要があります。
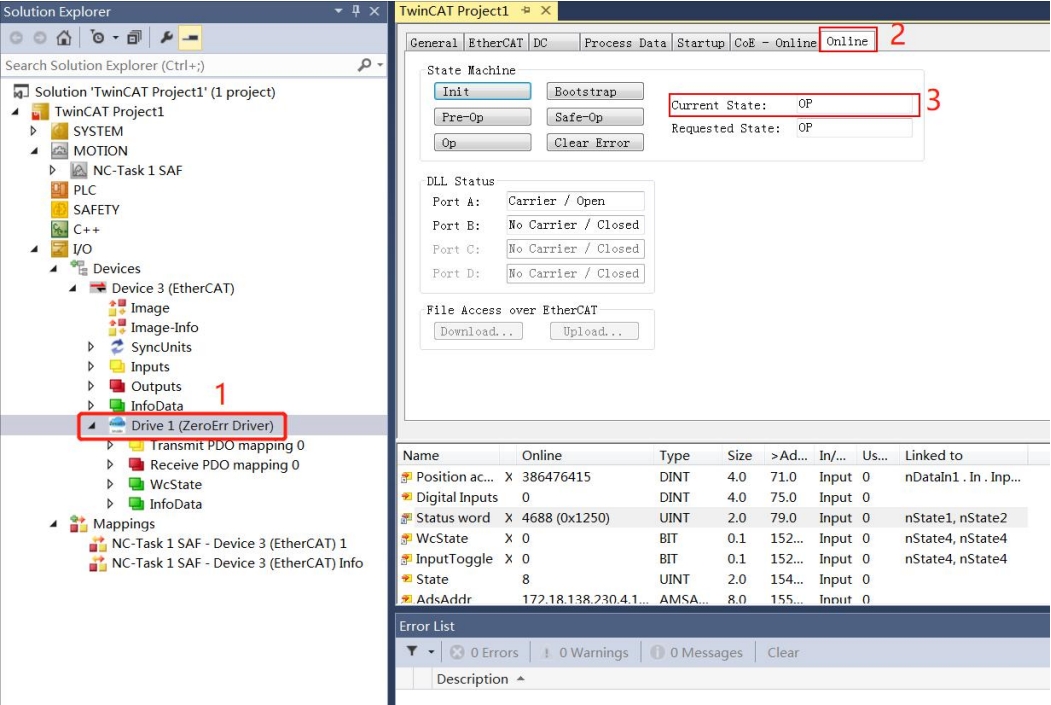
6. 図 13 に示すように、デバイス名 Drive1 (Zerror Driver) をクリックし、「オンライン」をクリックして EtherCAT のステート マシン ステータスを表示します。現在の状態に「OP」と表示されている場合、ドライバーが正常に OP モードに入っていることを意味します。
1. 磁気エンコーダとは何ですか?
磁気エンコーダの原理は光学エンコーダと似ていますが、磁場信号を使用します。磁気エンコーダの内部には、磁気ディスクと磁気抵抗センサーがあります。磁気ディスクの回転により内部の磁場強度が変化し、それが磁気抵抗センサーによって検出されます。その後、信号は回路で処理され、出力信号が生成されます。磁気エンコーダの解像度は、磁気ディスク上の磁極の数、磁気抵抗センサーの数、および信号処理方法によって決まります。信号生成に磁場原理を使用する利点の 1 つは、磁気信号がほこり、湿度、高温、または振動の影響を受けないことです。

従来の光学式エンコーダや格子式エンコーダと比較すると、磁気式エンコーダは、耐振動性、耐腐食性、耐汚染性、耐干渉性、広い温度範囲などの優れた特性を備えています。従来の光学式エンコーダが適さない分野にも適用できます。Faradyi Motors エンコーダ シリーズは、油で汚染されたエリア、高振動環境、高湿度、極端な温度条件などの過酷な環境にも適用できます。磁気式エンコーダは、広い温度特性、激しい振動や衝撃への耐性、高い保護レベルが求められる過酷で厳しい環境向けに特別に設計されています。
さらに、当社の磁気エンコーダは信頼性の高い信号出力回路と簡単な取り付け方法を備えており、ダウンタイムによる損失を大幅に削減できます。 主に冶金、製紙、木工機械に使用される高性能磁気エンコーダは、産業制御、機械製造、船舶、繊維、印刷、レーダー、通信などの分野で幅広く使用されています。
Faradyi Motors は磁気エンコーダを独自に設計・製造しています。当社の磁気エンコーダは、シンプルでコンパクトな構造、無接点、長寿命、高温・低温耐性、耐振動性、高速応答速度、ほこりや結露の影響に対する耐性で知られています。ロボット工学、自動化生産ライン、組立機械、エレベーター、繊維機械、ミシン、包装・印刷機械、CNC 工作機械、プロッター、角度測定器などの分野で、お客様に広くご利用いただいています。
2. マルチターンロータリーエンコーダの利点は何ですか?
3. インクリメンタル エンコーダとアブソリュート エンコーダの違いは何ですか?
エンコーダーとは、信号またはデータをエンコードし、通信、伝送、および保存に使用できる信号に変換するデバイスを指します。エンコーダーは、インクリメンタル エンコーダーとアブソリュート エンコーダーの 2 つの主要なタイプに分類でき、生産や日常生活で幅広く使用されています。
エンコーダの分類:
-
インクリメンタルエンコーダ: インクリメンタル エンコーダは、光電変換原理を利用して、A 相、B 相、Z 相の 3 セットの矩形波パルスを出力します。A 相と B 相のパルスは 90 度の位相差があるため、回転方向を簡単に判別できます。Z 相は 1 回転ごとにパルスを出力し、位置決めの基準点として機能します。その利点には、構造原理が単純で、機械寿命が数万時間を超え、耐干渉性が強く、信頼性が高く、長距離伝送に適していることなどがあります。ただし、シャフトの回転の絶対位置情報は出力できません。
-
アブソリュートエンコーダ: アブソリュート エンコーダはデジタル信号を直接出力します。産業環境でも過酷な屋外アプリケーションでも、効率、信頼性、耐久性の向上は非常に重要です。したがって、エンコーダ コンポーネントは、最大限の耐久性と高いコスト効率を確保しながら、さまざまな要件を満たす必要があります。ZeroDifference Cloud Control が発表した eCoder シリーズの磁気アブソリュート マルチターン エンコーダは、世界で最も過酷な環境条件下でのテストに合格しています。これらのエンコーダは、信頼性の高い堅牢性、超高精度、高度な通信技術を兼ね備えており、非常に魅力的な幅広いアプリケーション領域を切り開きます。
-
ハイブリッドアブソリュートエンコーダ: ハイブリッドアブソリュートエンコーダは、絶対情報機能を備えた磁極位置を検出するための情報セットと、インクリメンタルエンコーダの出力情報と同一の情報セットの 2 つの情報を出力します。
4. 中空エンコーダとは何ですか?
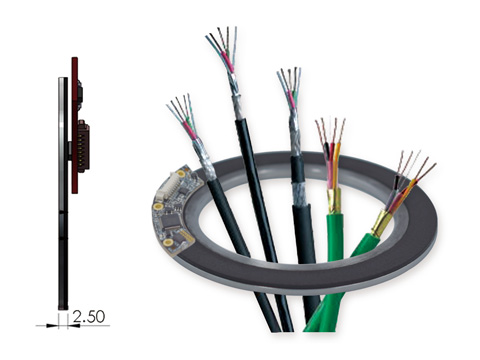
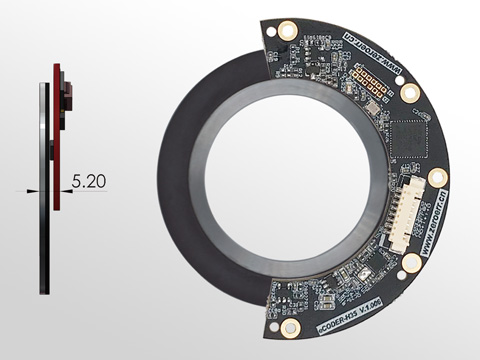
Faradyi 中空エンコーダーは、最大直径 83 mm の中心穴を特徴としており、機械構造、ケーブル、空気圧システムなどを簡単に通過できます。
ファラディ中空エンコーダ
超薄型設計で、スプリング プレートで固定またはロックするこれらのエンコーダは、設置時に追加のアクセサリを必要としません。また、衝撃吸収機能も備えているため、同軸性が確保されます。高精度とコンパクトなスペースが求められるアプリケーションで広く使用されており、DC ダイレクト ドライブ モーターとの使用に特に適しています。
カスタマイズ可能な精密サポートハブにより、迅速かつ正確な設置が可能になります。
Faradyi Motors の小型組み込みドライブと組み合わせると、コンパクトなサーボ制御が可能になります。
用途としては、医療機器、ロボットジョイント、一般自動化、DDモーター工作機械など多岐にわたります。
5. エンコーダーの使用法: 回転角度を計算するには?
6. エンコーダの完全な位置出力値を読み取るにはどうすればいいですか?
7. エンコーダディスクの損傷の原因は何ですか?
8. 分割型エンコーダーディスクの取り付け方法は?
9. eCoder エンコーダーを保存および使用する際に考慮すべきことは何ですか?
エンコーダ使用時の注意事項:
-
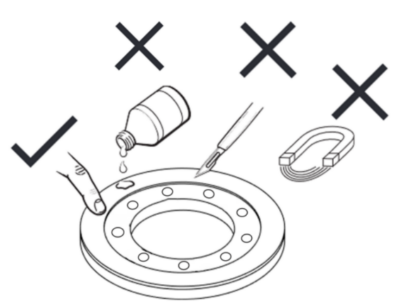
磁性材料から遠ざけてください:
- エンコーダ ディスク上の磁気トラックの損傷を防ぐため、エンコーダ ディスクの磁気部分を磁場のある材料に近づけないでください。
-
磁場への曝露を避ける:
- エンコーダ ディスクの磁気部分を表面強度が 20mT を超える磁場にさらさないでください。エンコーダ ディスクに永久的な損傷が発生する可能性があります。
-
磁気リングへの衝撃を避ける:
- エンコーダ ディスクの取り付けまたは保管中は、磁気リングが配置されている表面に衝撃を与えないように注意してください。磁気リングに傷が付かないようにしてください。エンコーダ ディスクのクリーニングには腐食性の液体を使用しないでください。表面にゴミがある場合は、跡が残らない紙テープを使用して丁寧に取り除いてください。
-
読み取りヘッドを保護する:
- 鉄粉が読み取りヘッドに直接落ちるとコンポーネントが損傷する可能性があるため、読み取りヘッドを保護するための予防措置を講じてください。
-
静電気の注意:
- 読み取りヘッドは静電気の影響を受けやすいです。適切な静電気保護がない場合や、制御されていない環境では、電子回路、配線、センサー領域に手で直接触れないでください。
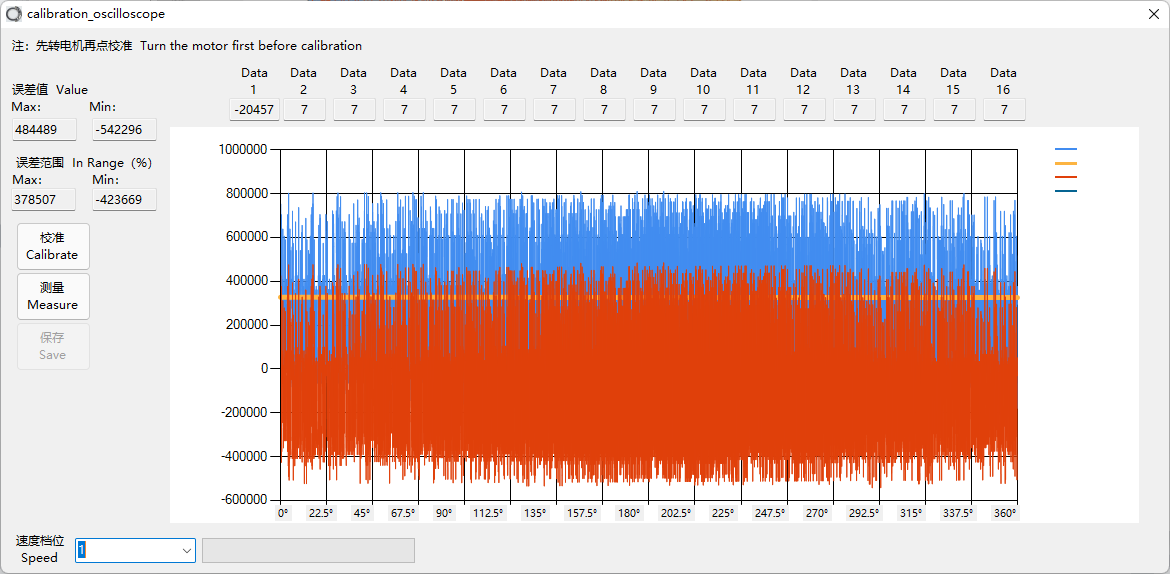
10. eCoder エンコーダーの一般的なキャリブレーション エラーは何ですか?
キャリブレーションの失敗: よくあるシナリオ
- 全体的なエラーが許容範囲を超えています:
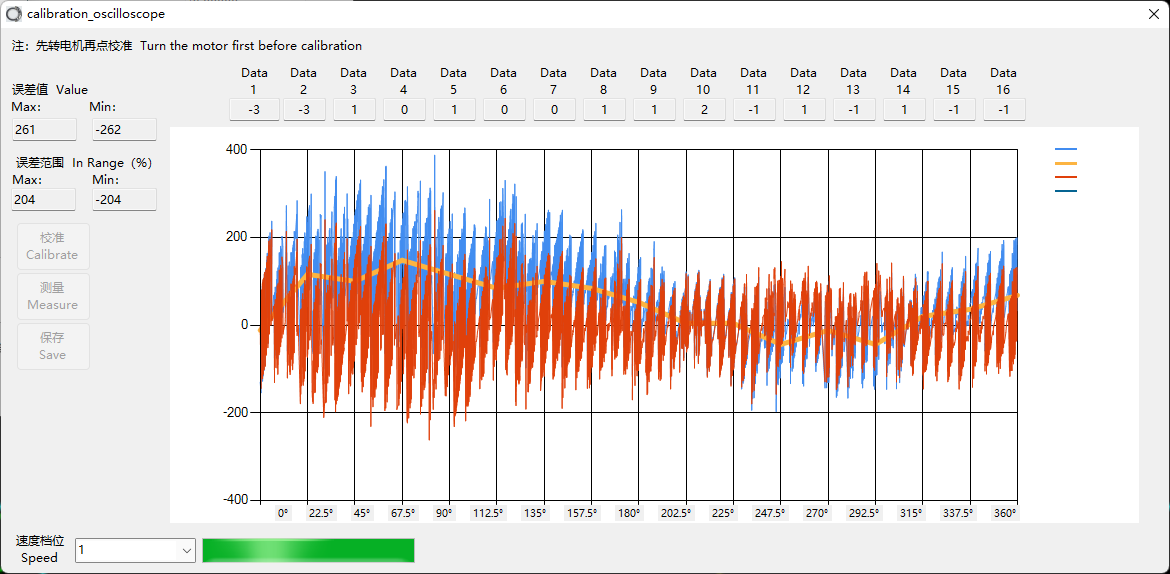
通常、この波形は構造的な設置により発生します。読み取りヘッドとコード ディスク間の設置距離を確認または再調整してください。機械的な設置手順を参照してください。
2. 波形スパイクの考えられる原因:
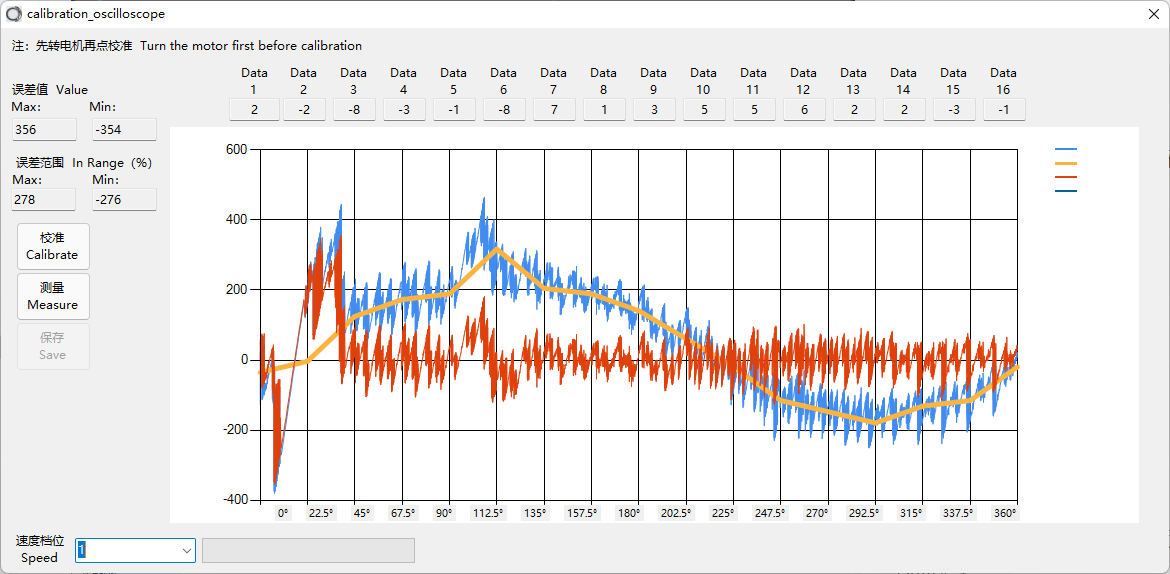
3. 異常波形の考えられる原因: